Oxyacetylene Cutting Pressure Chart
Oxyacetylene Cutting Pressure Chart - Cutting hacks for more consistent cuts; Kerf width 1/8 000 20/25 3/5 3/5 20/30.04 1/4 00 20/25 3/5 3/5 27/30.05 3/8 0 25/30 3/5 3/5 24/28.06 1/2 0 30/35 3/6 3/5 20/24.06 3/4 1 30/35 4/7 3/5 17/21.07 1 2 35/40 4. Web the oxygen pressure typically ranges from 30 to 40 psi (pounds per square inch), while the acetylene pressure should be set between 5 and 15 psi. Repeat the procedure for the oxygen side. The correct gas pressures are important. This document includes all the information necessary for the end user (welder) or management to oxyacetylene gas weld steel. The recommended setting is for the fuel gas regulator to be set at 10 psig and the oxygen regulator at 45 psig. It’s important to note that these settings may vary based on the manufacturer’s recommendations and the thickness of the material you are cutting. Hose when hose length exceeds100 ft (31 m). Before you start using the cutting torch, it’s crucial to set up the equipment properly. Web oxy acetylene welding set up and pressure settings chart : Incorrect pressure can increase the risk of flashback and make flame adjustment difficult. Pressures shown are for 25 ft (7.6 m) or less of 3/8 in. Web with the pressure in a full acetylene cylinder at 250 psig and a full oxygen cylinder at 2200 psig, a way is. It’s important to note that these settings may vary based on the manufacturer’s recommendations and the thickness of the material you are cutting. Cutting hacks for more consistent cuts; Choosing the appropriate cutting tips; Web cutting oxygen adjustment procedure set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat. Repeat the procedure for the oxygen side. Choosing the appropriate cutting tips; Web friday, 11th december 2020. The following guides should help you. Tables show approximate gas pressures for welding or cutting. Drill size preheat sc10’s sc12’s. Web regulator to give the correct working pressure (see chart on page 13), this ensures that any air or oxygen is purged from the hose. First, we must clean the nozzle because if the head of the nozzle is dirty will cause a flame bad. Web cutting oxygen adjustment procedure set supply pressure for cutting. The cutting tip size should correspond to the thickness of the material being cut. Choosing the appropriate cutting tips; This document includes all the information necessary for the end user (welder) or management to oxyacetylene gas weld steel. Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. Incorrect pressure can increase the risk of. Open regulator oxygen and acetylene, set until the pressure matches with what you want or for acetylene 5 to 7 psi and oxygen 7 to 10 psi. Web oxy acetylene welding set up and pressure settings chart : Light the gas by means of a suitable sparklighter making sure that the sparklighter is held at right angles to the nozzle.. Lightweight include dh type oxy acetylene nozzles (not pictured) You'll also need to connect the gas supplies, like the oxygen and the acetylene hoses, to the torch. Web cutting oxygen adjustment procedure set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat manifold regulator to the value shown in.. Lightweight & heavy duty swagged oxy/acet gas welding nozzles. Web with the pressure in a full acetylene cylinder at 250 psig and a full oxygen cylinder at 2200 psig, a way is needed to lower these cylinder pressures to desired working pressures for use in the torch. The cutting tip size should correspond to the thickness of the material being. Choosing the appropriate cutting tips; Web cutting oxygen pressure psig*** preheat oxygen pressure psig* cutting gas pressure psig: Open regulator oxygen and acetylene, set until the pressure matches with what you want or for acetylene 5 to 7 psi and oxygen 7 to 10 psi. Web to set up an oxy acetylene torch, start by cleaning any dust or dirt. Drill size preheat sc10’s sc12’s. Choosing the appropriate cutting tips; Kerf width 1/8 000 20/25 3/5 3/5 20/30.04 1/4 00 20/25 3/5 3/5 27/30.05 3/8 0 25/30 3/5 3/5 24/28.06 1/2 0 30/35 3/6 3/5 20/24.06 3/4 1 30/35 4/7 3/5 17/21.07 1 2 35/40 4. The cutting tip size should correspond to the thickness of the material being cut.. Kerf width 1/8 000 20/25 3/5 3/5 20/30.04 1/4 00 20/25 3/5 3/5 27/30.05 3/8 0 25/30 3/5 3/5 24/28.06 1/2 0 30/35 3/6 3/5 20/24.06 3/4 1 30/35 4/7 3/5 17/21.07 1 2 35/40 4. Tables show approximate gas pressures for welding or cutting. The cutting tip size should correspond to the thickness of the material being cut. Before you start using the cutting torch, it’s crucial to set up the equipment properly. Web cutting oxygen adjustment procedure set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat manifold regulator to the value shown in. Drill size preheat sc10’s sc12’s. Increase pressures if longer hose is used. You'll also need to connect the gas supplies, like the oxygen and the acetylene hoses, to the torch. Hose when hose length exceeds100 ft (31 m). Web regulator to give the correct working pressure (see chart on page 13), this ensures that any air or oxygen is purged from the hose. Web the oxygen pressure typically ranges from 30 to 40 psi (pounds per square inch), while the acetylene pressure should be set between 5 and 15 psi. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. Lightweight & heavy duty swagged oxy/acet gas welding nozzles. Web oxy acetylene welding set up and pressure settings chart : This recommended practice is intended for use by the oxyacetylene welder and/or his or her instructor. This document includes all the information necessary for the end user (welder) or management to oxyacetylene gas weld steel.
Oxy Acetylene Cutting Pressure Chart

Oxy Acetylene Cutting Pressure Chart
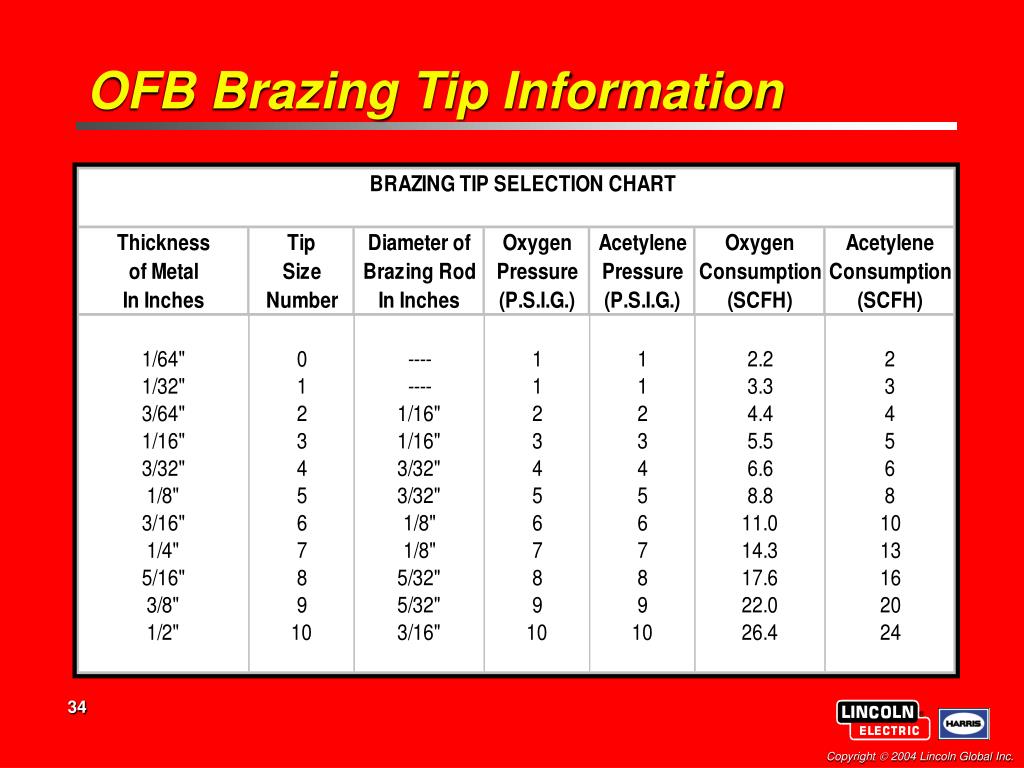
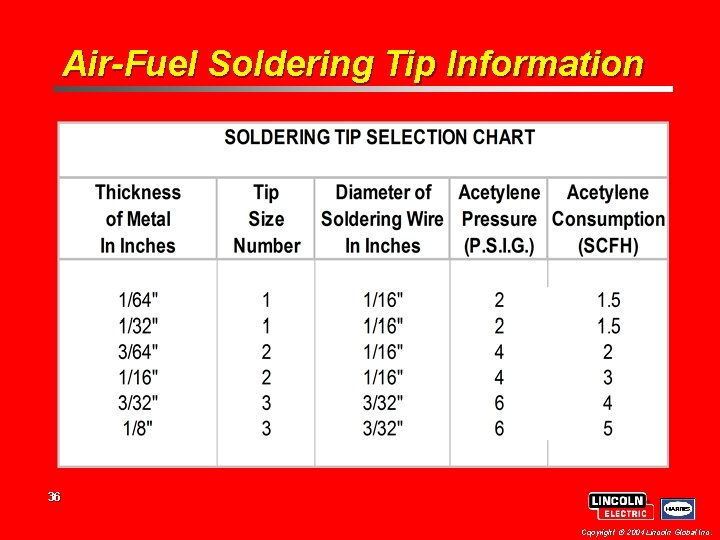
Oxy Acetylene Tip Chart
Oxy Acetylene Cutting Pressure Chart

Oxyacetylene Torch Settings Chart

Oxy Acetylene Cutting Tip Size Chart
oxygen and acetylene pressure settings

Oxyacetylene Torch Settings Chart

Oxyacetylene Torch Settings Chart

Oxy Acetylene Cutting Pressure Chart
The Recommended Setting Is For The Fuel Gas Regulator To Be Set At 10 Psig And The Oxygen Regulator At 45 Psig.
It’s Important To Note That These Settings May Vary Based On The Manufacturer’s Recommendations And The Thickness Of The Material You Are Cutting.
Lightweight Include Dh Type Oxy Acetylene Nozzles (Not Pictured)
The Following Guides Should Help You.
Related Post: