Oxy Acetylene Torch Pressure Chart
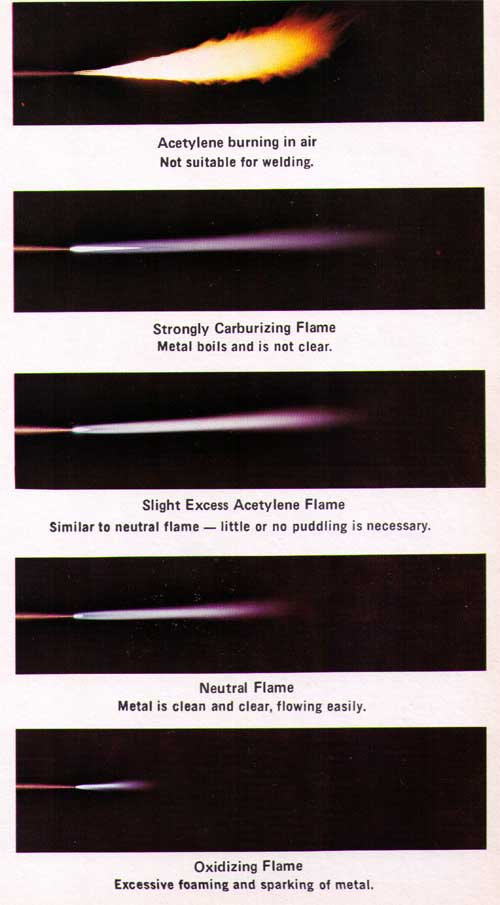
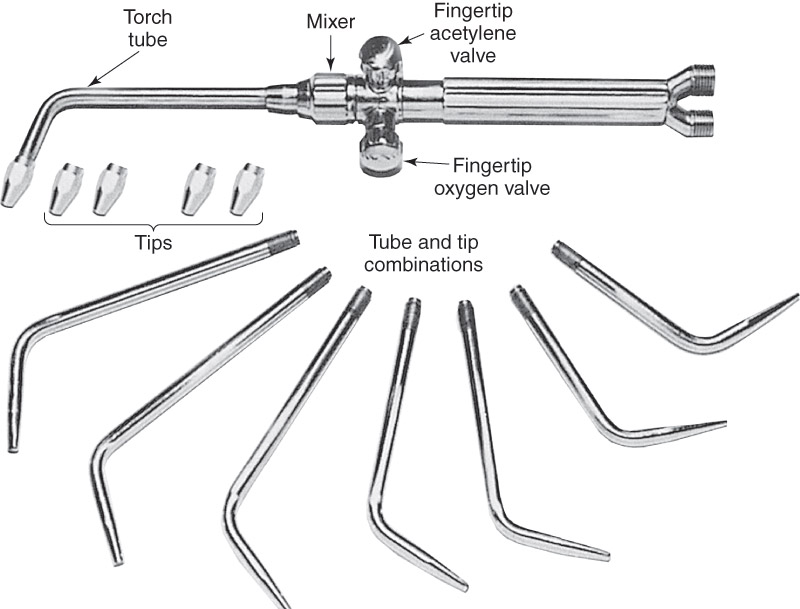
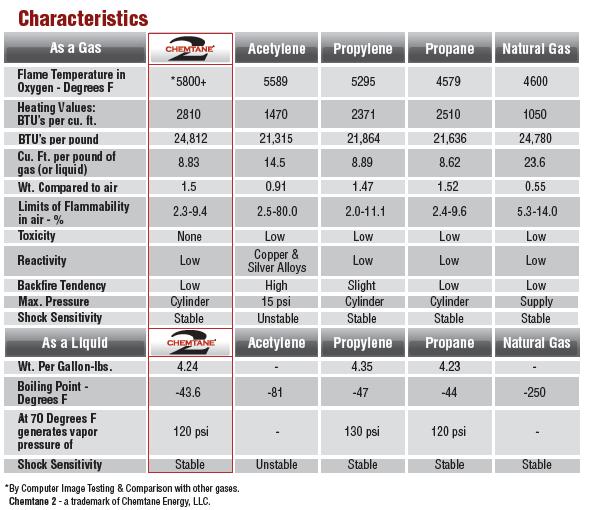
Oxy Acetylene Torch Pressure Chart - The third open valve in the torch is the first acetylene after that you can open the oxygen valve. It is an intricate process that requires a great degree of skill, focus and patience, but don’t be discouraged. Web an oxy acetylene mixture burns the hottest, somewhere around 5800 degrees, and that's what this article will be about: Shutting down the torch (with a positive/equal pressure mixer): Increase regulator pressures if longer hose or smaller i.d. The flame is used to melt two. Web medium preheat tip with two milled flat sides. · close oxygen torch valve. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. It turns out that there’s more than one right answer. A larger tip will generate more heat, while a. Propane is not as expensive as acetylene and so many people gravitate to this type of fuel. Web adjust to the correct flame setting. Depending on which torch rig you use, the manufacturer’s manuals for operation may vary. So, what is the proper way to handle an oxyacetylene torch? Proper adjustment of oxygen and acetylene pressures, as well as the cutting tip size, directly impact the efficiency and quality of the cutting process. Web regulator pressures are for 50 ft (13 m) or less of 3/8 in. Make use of correct welding & cutting technique. · close fuel gas torch valve. So, what is the proper way to handle. The recommended setting is for the fuel gas adjustor to shall set at 10 psig and the oxygen regulator at 45 psig. Shutting down the torch (with a positive/equal pressure mixer): Increase regulator pressures if longer hose or smaller i.d. So, what is the proper way to handle an oxyacetylene torch? Web how gas welding is done? Make use of correct welding & cutting technique. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. If the torch/regulators and gases are done being used for a while, follow these procedures: The tip is angled at 20o. Web how gas welding is done? It combines oxygen and acetylene gases to form a superheated flame that melts and joins two pieces of metal. Tables show approximate gas pressures for welding or cutting. · close fuel gas torch valve. Flared cutting cavity that supplies low velocity oxygen for grooving, gouging and removing flawed welds. Oxypropane burns around 5300 degrees, which is plenty hot, but the. Hose for size 4 and larger. For additonal information refer to www.harrisproductsgroup.com. It is an intricate process that requires a great degree of skill, focus and patience, but don’t be discouraged. Web open regulator oxygen and acetylene, set until the pressure matches with what you want or for acetylene 5 to 7 psi and oxygen 7 to 10 psi. The. The flame is used to melt two. Web medium preheat tip with two milled flat sides. Propane is not as expensive as acetylene and so many people gravitate to this type of fuel. Shutting down the torch (with a positive/equal pressure mixer): The third open valve in the torch is the first acetylene after that you can open the oxygen. Shutting down the torch (with a positive/equal pressure mixer): Web harris cutting tip charts. For additonal information refer to www.harrisproductsgroup.com. If the torch/regulators and gases are done being used for a while, follow these procedures: The tip is angled at 20o. Everyone in the hvac/r trade uses some type of torch to braze or solder alloys together. Flared cutting cavity that supplies low velocity oxygen for grooving, gouging and removing flawed welds. So, what is the proper way to handle an oxyacetylene torch? The flame is used to melt two. Proper adjustment of oxygen and acetylene pressures, as well as the. Everyone in the hvac/r trade uses some type of torch to braze or solder alloys together. · close fuel gas torch valve. The recommended setting is for the fuel gas adjustor to shall set at 10 psig and the oxygen regulator at 45 psig. The tip is angled at 20o. If the torch/regulators and gases are done being used for. Web the first step in setting up your oxy acetylene rosebud torch is to choose the right tip. Web regulator pressures are for 50 ft (13 m) or less of 3/8 in. If more than 100 ft (31 m) of hose is required, use 1/2 in. Tables show approximate gas pressures for welding or cutting. Depending on which torch rig you use, the manufacturer’s manuals for operation may vary. The recommended setting is for the fuel gas regulator to be set at 10 psig and the oxygen regulator at 45 psig. Proper adjustment of oxygen and acetylene pressures, as well as the cutting tip size, directly impact the efficiency and quality of the cutting process. Web harris cutting tip charts. It turns out that there’s more than one right answer. Web adjust to the correct flame setting. It combines oxygen and acetylene gases to form a superheated flame that melts and joins two pieces of metal. Flared cutting cavity that supplies low velocity oxygen for grooving, gouging and removing flawed welds. · close fuel gas torch valve. The recommended setting is for the fuel gas adjustor to shall set at 10 psig and the oxygen regulator at 45 psig. Web as a welding torch, the basic operation of an oxyacetylene unit is blending two gases, oxygen and acetylene, together in the right proportion to create a proper size flame. A larger tip will generate more heat, while a.
Oxyacetylene Torch Settings Chart
oxygen and acetylene pressure settings
Goneryl scheme Eliot oxygen and acetylene pressure settings

Oxy Acetylene Torch Tip Chart

Oxyacetylene Torch Settings Chart

Oxy Acetylene Settings Chart
oxygen and acetylene pressure settings

Oxyacetylene Torch Settings Chart

Oxyacetylene Torch Settings Chart
Doclib 8051 DocLib 4680 Victor Acetylene Cutting Tip Chart
· Close Oxygen Torch Valve.
Shutting Down The Torch (With A Positive/Equal Pressure Mixer):
For Additonal Information Refer To Www.harrisproductsgroup.com.
There Are Two Pressure Gauges On Each Cylinder.
Related Post:
